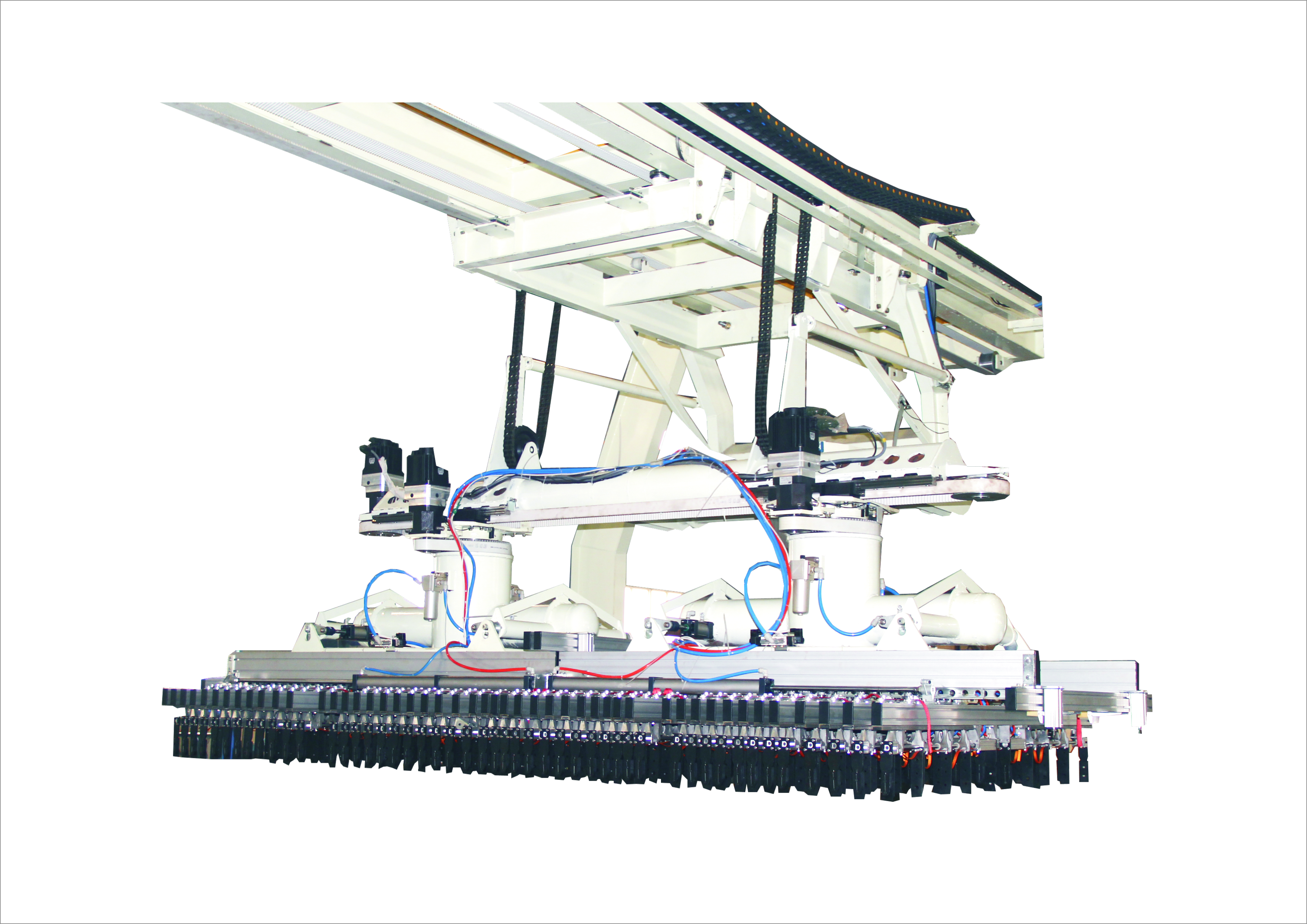
SKB1/SKB2切块机日常维护与维修说明
来源: 作者: 发布时间:2015年09月10日 次浏览
日常维护:
1. 请爱护机器,不允许在设备工作表面上敲击物件,工作面上不可有任何异物。
2. 所有无轴承的转动摩擦(如关节轴承)部位,滑动摩擦(立柱)部位,在每班开工前加润滑油。注:必须加清洁的润滑油。
3. 经常检查感应开关位置,原点停位是否准确稳定,停止时曲柄水平。
4. 下班前需清理设备,保持设备清洁,并在工作面上涂油保护。
5. 需经常检查气源处理器,保证其透瓶油(ISO-VG32)的供应及积水的及时排除。
6. 外界供给设备之压缩空气需预做过滤及干燥处理,无杂质及过量水份。
7. 请经常检查接地体的可靠性,各部分接地电阻不得大于4Ω。
8. 机组闲置时,各工作面应涂油保护,并对整个设备进行包盖。
9. 设备长期闲置不用时,需每周或每月通电一次,防止电器元件老化。
10. 保持清洁、干燥,避免雨雪淋湿。台面滑辊间和皮带内面上,不能有泥土杂物。
11. 单级蜗杆减速机允许最高油温95℃。首次运行500小时后更换新油,以后每隔约2000小时换油一次。
润滑油选用表:
|
减速机 |
环境温度ºC |
矿物润滑油 |
|
单级蜗杆减速机 |
-5~+40 |
ISOVG460 |
|
-15~+25 |
ISOVG220 |
|
|
齿轮减速机 |
-10~+40 |
ISOVG220 |
i.
常见故障维修办法:
1、不切快
排除方法:可从3个方面逐个排除。 a、观察编码器是否随测速皮带转动而转动,确定编码器及联轴器是否有损坏;b、选择手动切坯正常,则检查选择开关、编码器,及其相关电气线路是否有异常;c、观察切割电机是否工作,检查PC机,及驱动电路是否有异常。
2、无压坯动作:
排除方法:由压坯气缸不动作所致。检查电磁阀、继电器等有无损坏,相关电气线路有无断路。
3、砖坯切割面有坡度
排除方法:适当调整接近开关位置,保证滑车处于接近开关时,减速机曲柄水平。
4、切斜
排除方法:开机工作前要先找原点;观察滑道轴承状态,有磨损或损坏的需要更换;若由主机出泥速度过快所致,因适当降低机速至要求范围。
5、切不透:
排除方法:检查钢丝是否对正分坯板缝隙,并适当调整;检查摆杆轮轴承与动力臂杠杆间隙是否过大,调整并控制在5mm以内。
6、不自动切或切割不顺畅
排除方法:检查编码器是否损坏,或有电磁干扰,并根据检查结果解决。
7、 第一块砖长度有误差
解决方法:检查测速皮带是否与泥条不同步,并适当调节测速皮带松紧度
8、由伺服驱动器报警引起的不工作,请参照故障代码解决。
河南欧帕工业机器人有限公司版权所有 ICP备案 : 豫ICP备14017777号-1 销售热线:0371-23990222